
10 تیر گالوانیزه به روش غوطه وری گرم چیست؟
گالوانیزه کردن به روش غوطه وری گرم که با اسم مخفف (HDG) یعنی Hot-dip galvanizing شناخته می شود، فرآیندی شامل ایجاد روکش زینک (روی) بر روی فولاد ساخته شده و فرو بردن و غوطه ور ساختن آن در حمام زینک (روی) مذاب است.
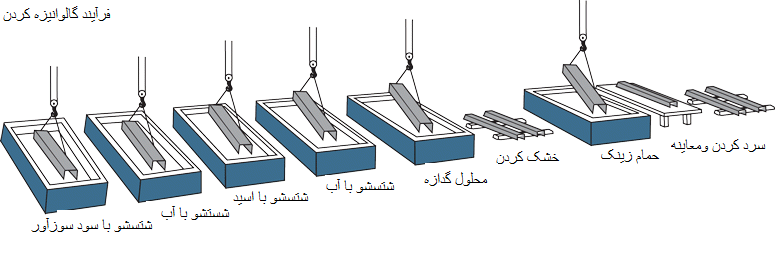
این نوع از گالوانیزاسیون از سه مرحله اساسی تشکیل شده است. آماده سازی سطح، عمل گالوانیزه و معاینه و بازرسی.شکل1
بیشتر بخوانید : راه های جلوگیری و حفاظت از خوردگی
آماده سازی سطح
هنگامی که فولاد از پیش ساخته شده ای وارد کارخانه گالوانیزاسیون می شود، به وسیله یک کابل درحالت معلق و یا در یک محفظه چرخ دنده ای قرار داده شده است که می توان آن را توسط جرثقیل های سقفی برای انجام فرآیند گالوانیزاسیون جا به جا کرد.
سپس، فولاد مورد نظر بایستی سه مرحله شستشو و مراحلی مانند: گندزدایی، غوطه ور شدن در محلول اسید رقیق و گدازه را بگذراند.
گند زدایی باعث از بین رفتن گل و لای، چربی و پس مانده های ارگانیک شده، در حالی که شتسشو و غوطه ور کردن در اسید، باعث از بین رفتن اکسید آهن و پوسته اسیدی می شود.
آخرین مرحله از آماده سازی سطح فولاد، غوطه ور کردن آن در گدازه است که این امر باعث از بین رفتن باقی مانده اکسید ها شده و همچنین ایجاد پوششی بر روی فولاد که به عنوان لایه محافظتی عمل کرده تا از به وجود آمدن هر ترکیب اکسید دیگری قبل از گالوانیزاسیون، جلوگیری کند.
آماده سازی مناسب سطح از اهمیت بالایی برخوردار است زیرا فلز روی در تماس با یک سطح کثیف واکنشی نشان نمی دهد.
گالوانیزه کردن
بعد از آماده سازی سطح، فولاد در حمام مذاب متشکل از حداقل 98 درصد روی (830 درجه فارنهایت) غوطه ور می شود.
و با زاویه ای به درون دیگ مذاب فرو می رود تا هوا از طریق قسمت های لوله ای شکل و یا منافذ دیگر قادر به خارج شدن باشد و زینک (روی) مذاب در تمامی قسمت های فولاد جاری شود.
هنگام فرو بردن فولاد به داخل دیگ، آهن به صورت متالوژیکی به روی واکنش نشان داده و چندین سری از ترکیب بین فولادی آهن-روی و یک لایه خارجی خالص از جنس روی را به وجود می آورد.
معاینه و بررسی
آخرین مرحله از این کار معاینه و بررسی روکش خواهد بود.
با یک بررسی عینی می توان کیفیت دقیق روکش را تعیین کرد.
زیرا اگر فلز روی به قسمت های کثیف فولاد واکنش نشان ندهد، باعث به وجود آمدن نواحی خالی از روکش درآن قسمت ها می شود.
به علاوه، با استفاده از یک ضخامت سنج مغناطیسی می توان میزان ضخامت روکش نسبت به داده های از قبل مشخص شده را تایید کرد.
مزایای روکش کردن
گالوانیزاسیون به روش غوطه وری گرم از مزایایی نیز برخوردار است.
وظیفه لایه های آلیاژ دار آهن-روی پیوند متالوژیکی، تنها فقط ایجاد مانع بین فولاد و محیط نیست، بلکه یکی از کارهایی که این لایه ها انجام می دهند حفاظت از فولاد به صورت کاتدی است.
حفاظت کاتدی که توسط روی انجام می گیرد به این معناست که از روکش روی به عنوان سپری برای محافظت از فولاد پایه زیرین در برابر خوردگی استفاده می شود.
و همانطور که لایه های درون فلزی دارای سختی بیشتری نسبت به فولاد پایه هستند، این روکش کاملا چسبنده که فشاری در حدود 3600 پوند براینچ مربع را وارد می کند، از مقاومت در برابر سایش بسیار بالایی برخوردار است. شکل.2.
گرچه، حتی اگر روکش آسیب دیده باشد، روی های سپر یا فدا شونده، از فاصله یک چهارم اینچی از فولاد در معرض خوردگی محافظت می کند.
علاوه بر حفاظت کاتدی که همراه با گالوانیزاسیون به روش غوطه وری گرم انجام می گیرد، این روکش از ویژگی های دیگری برخوردار است که باعث افزایش طول عمر آن می شود.
نخست این که فرآیند به کار گرفته شده در این روش یک فرآیند پخش کنندگی است، به این معنا که روکش به صورت عمودی بر روی سطح پخش شده تا از پخش شدن روکش با ضخامت یکسان بر روی تمامی گوشه ها و لبه های آن اطمینان حاصل شود.
مضاف بر این موضوع، فرو بردن فولاد در حمام مذاب روی باعث ایجاد یک پوشش سرتاسری بر روی فولاد که در برگیرنده درون سازه های تو خالی است را می شود.
درنهایت، روکش “روی” به طور طبیعی یک لایه غیرقابل نفوذ از محصولات ضد خوردگی بر روی سطح که با اسم جرم و لایه ای سبز رنگ نیز شناخته می شود را ایجاد می کند.
این روکش و حفاظت کاتدی، پوشش را کامل کرده و تمامی این ویژگی ها، فولاد گالوانیزه شده به روش غوطه وری گرم را به همراه سرویس تعمیر نگهداری طولانی مدت رایگان ارائه می دهد.
زمانی که فولاد گالوانیزه شده به روش غوطه وری گرم بعد از آن نیاز به تعمیر و نگهداری دارد در شکل.3. نشان داده شده است.
برای دریافت مشاوره در خصوص نصب و راه اندازی سیستم های محافظت از خوردگی، تجهیزات ارتینگ و محافظت در برابر صاعقه با شرکت تجهیزات سیستم زمین تماس بگیرید.
شماره تماس های ما 02177959032 – 02177940716
بدون نظر